|
Only use this routine if you have a written permission from 5AXISWORKS. |
This routine describes how to recalibrate probe, this is done if probe has been damaged and requires recalibration.
Step1. Setup Spindle
Remove the tool from the spindle by loosening the collet with BC key and reinsert it upside down and tighten the collet back with BC key.
Step 2. Bring machine to its sensors.
In Mach4 in MDI window run M6000 command - type "M6000" and press "Start" button.
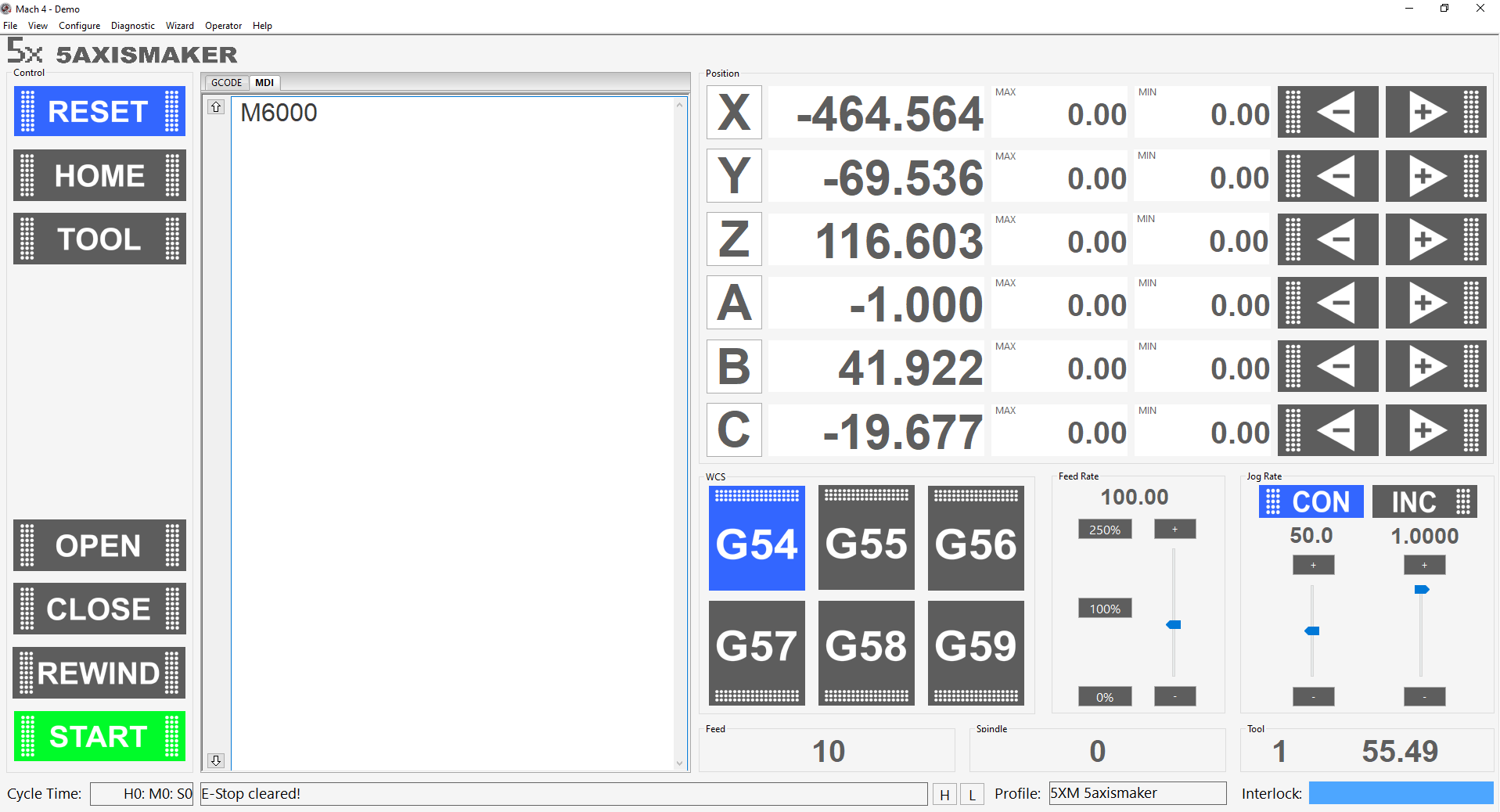
After initiating M6000 command machine will start moving each axis to its induction sensors, video below shows how this should look like.
Step 3. Bring BC head over to the probe.
In Mach4 press jog button and jog in YZ axis until BC head is close to the probe.
Step 4. Position BC head in the specified location at a very slow speed (for accuracy).
Slow down your jog speed 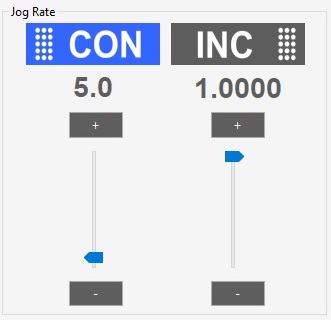 and position the head so that the probe tip is about 15mm away from the head front face, 15mm from the right edge of the head and 15mm from the bottom edge of the head.
and position the head so that the probe tip is about 15mm away from the head front face, 15mm from the right edge of the head and 15mm from the bottom edge of the head.
Step 5. Run Probing Cycle command (M9000)
In Mach4 in MDI bar type M9000 and press "Start" button.
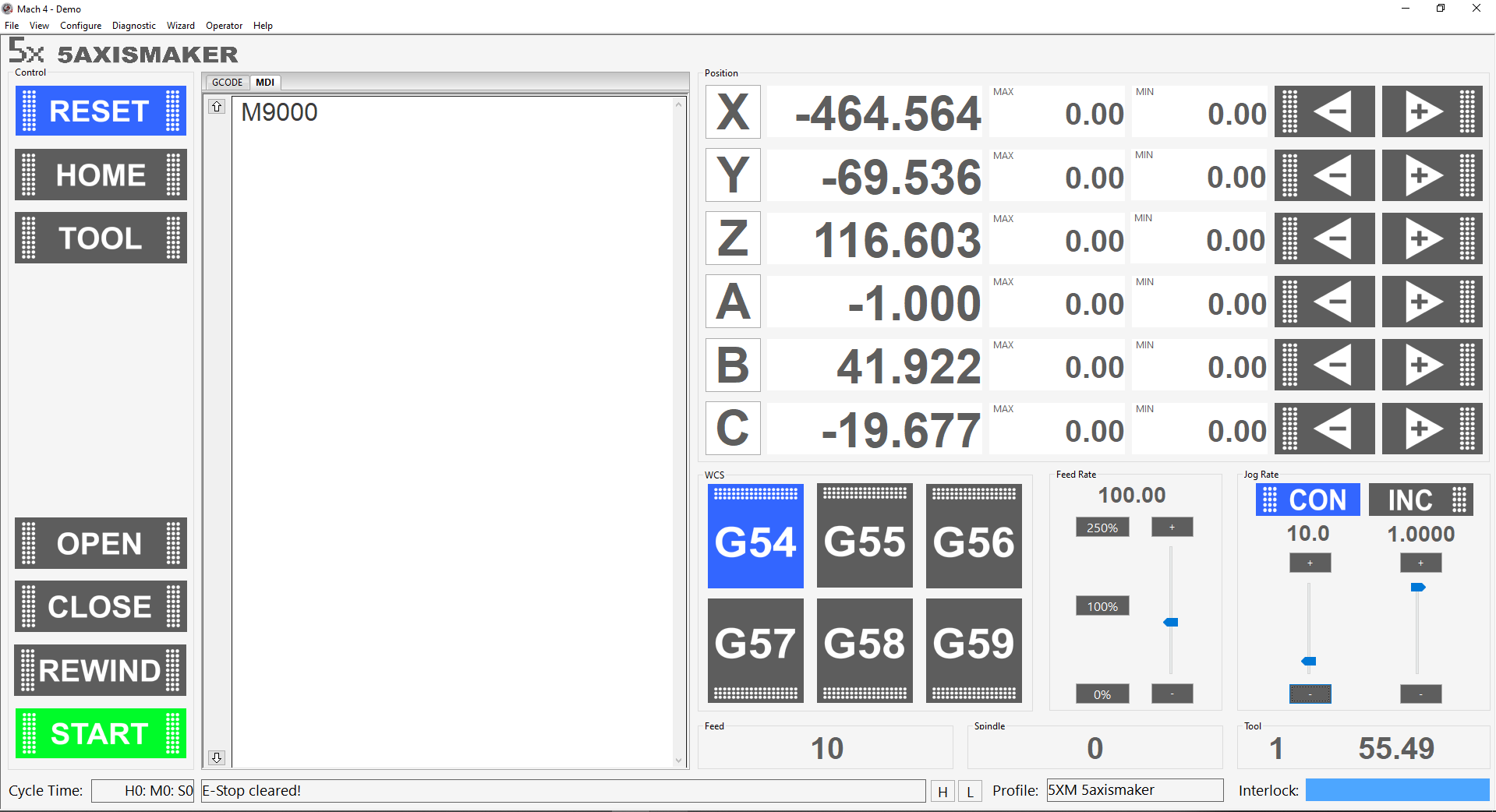
This will run a probing cycle that will calibrate probing way points and distance between probes (this is done automatically by running M9000).
Step 6. Bring BC head to the left corner of the tray.
Jog machine XYZ and bring BC head close to tray' reference feature which is located in the front loft corner.
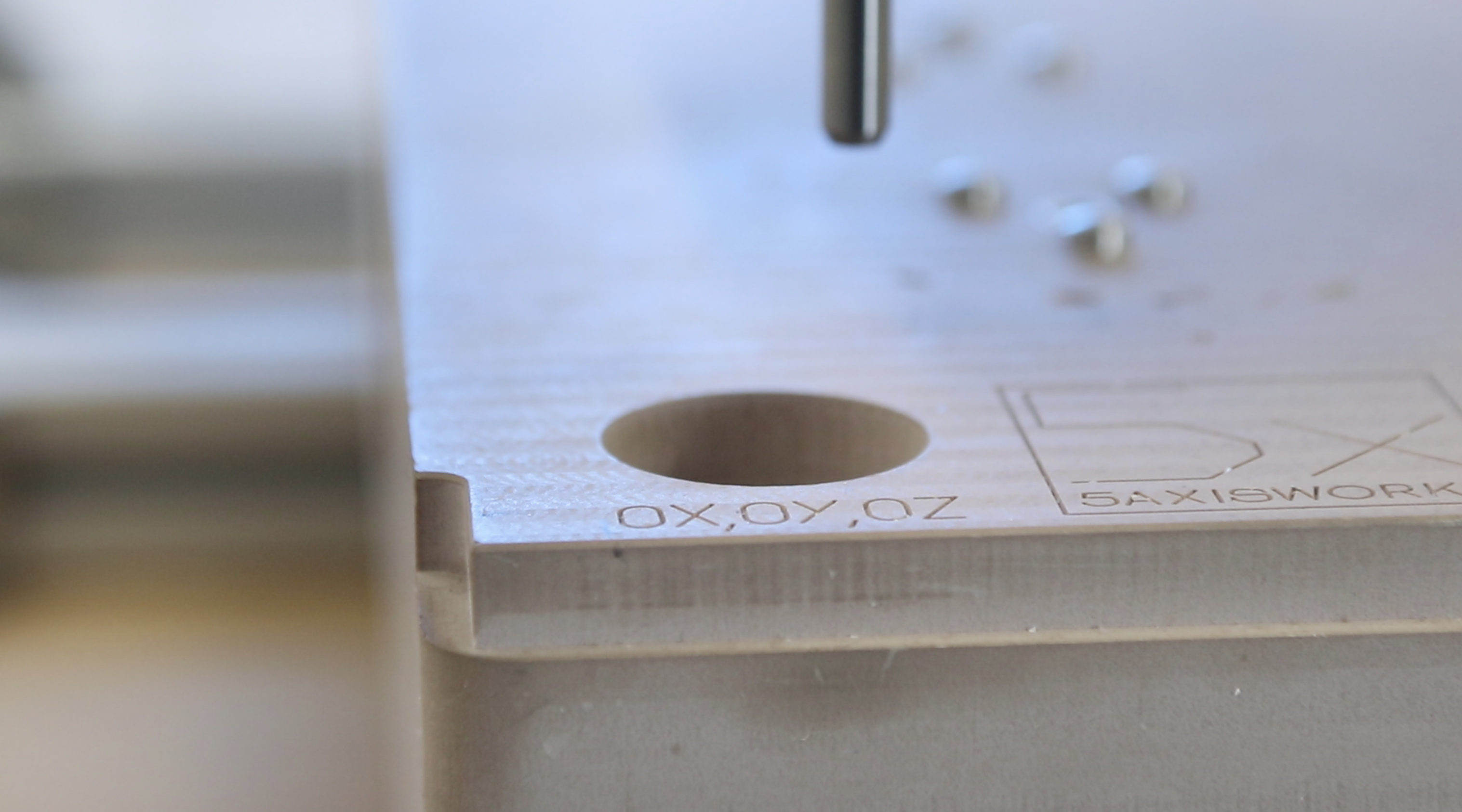
Tray' reference feature pictured above
Step 7. Set Z-axis offset first
Using 6mm pin that came in a Tool Box set Z-axis. To set Z-axis place pin on top of the tray and move Z axis UP until it fits the pin (do not move Z-axis down towards the pin)
Once pin fits snug under the tool shank in Mach4 in MDI type M7004 and press Start - this will set Z offset into machine profile.
Step 8. Set Y-axis offset
Jog Y-axis away from pin as shown on the video. It's important to jog Y-axis away from pin and not towards. Once this is set snug in Mach4 in MDI window type M7005 and press Start to set Y offset.
Step 9. Set X-axis offset
Jog X axis slowly away from pin whist trying to fit 6mm pin. Once this is set in Mach4 in MDI type M7006 and press Start to set X offset.
Step 10. Insert tool correct way in the spindle.
Jog machine so the tip of the tool is above the tray in a safe area.
Loosen the collet, swap direction of the tool and tighten the collet with end mill in the collet.