|
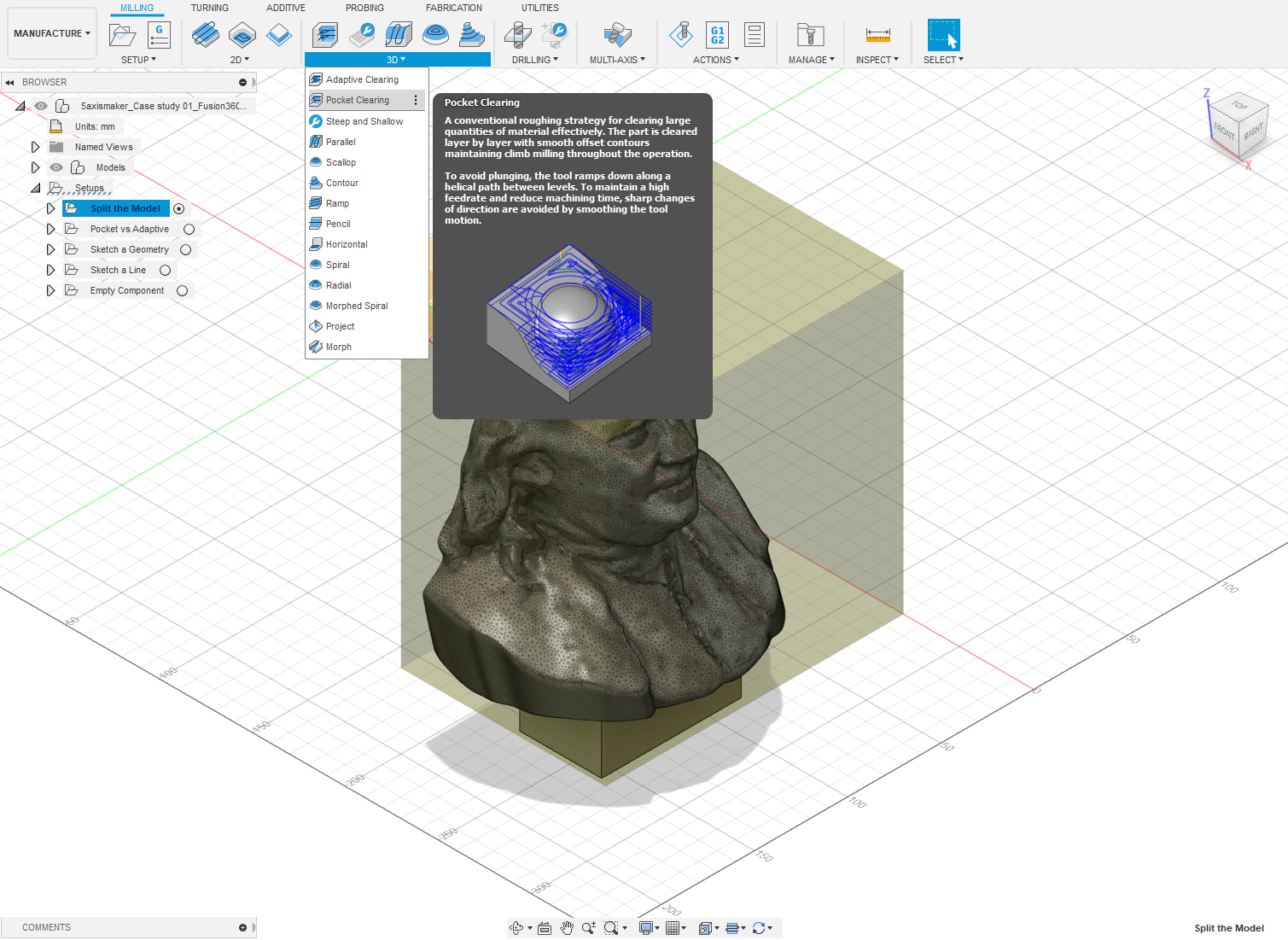
The roughing strategy is used to take the bulk material from the stock and shape it towards finished form while leaving a specified amount of stock layer. Select the toolpath that will be used to cut the model out of stock. Fusion360 provides two main options for the roughing pass: 3D Adaptive Clearing and 3D Pocket Clearing. For this case study, we have decided to apply the Pocket Clearing strategy. You can find out more about 3D Adaptive Clearing in thorough details from Case Study 00. |
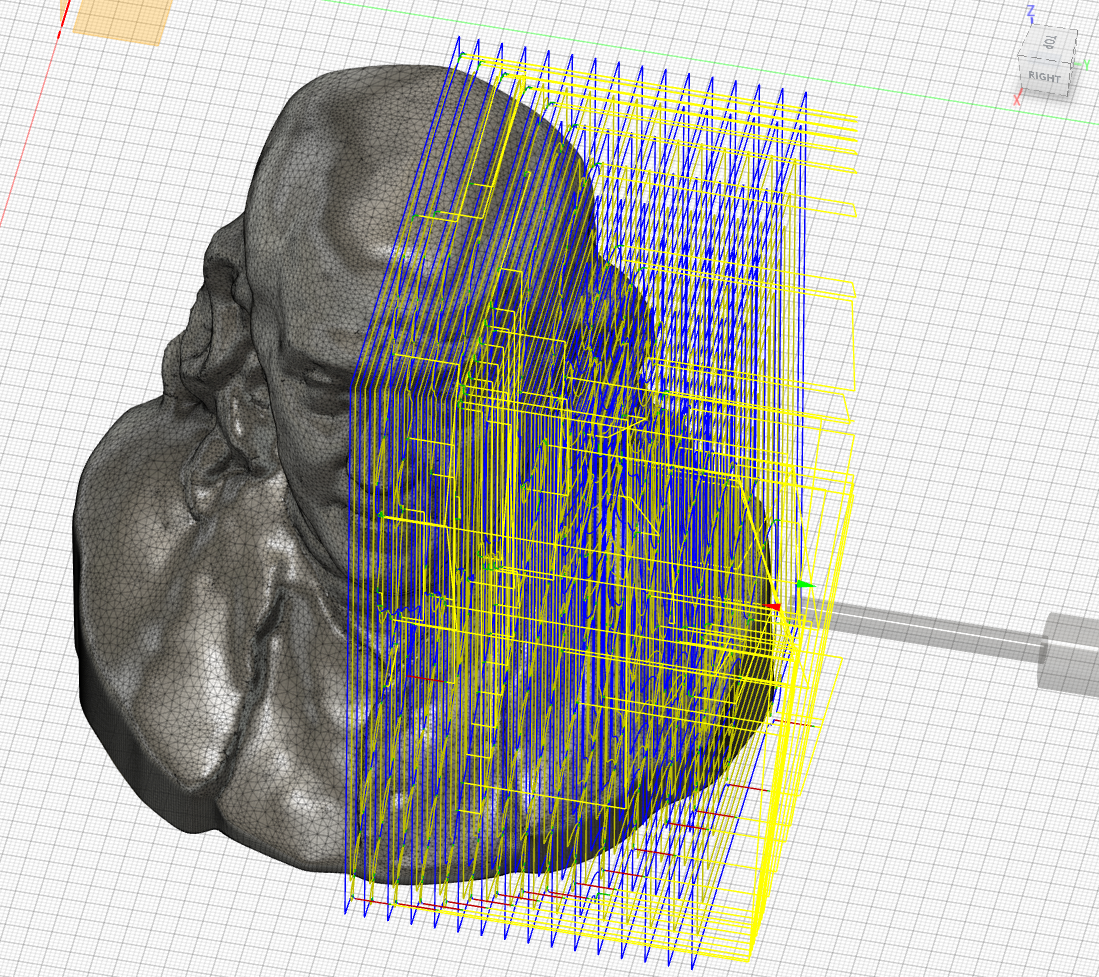
The roughing pass is completed from two sides, left and right, as well as to separate into several parts. The way one shall plan the milling process will depend on the level of difficulty and personal preference. The final model has an added base for the tool not to go under the model.
Pocket Clearing & Adaptive Clearing
Let us begin by looking closely at the two roughing strategies, the efficiency of which will depend on the complexity of the Mesh model, material type, and the optimal time required working with each cutting strategy. We have attempted to create the same settings for both approaches to evaluate their features.
3D Pocket Clearing: 3D Adaptive Clearing:




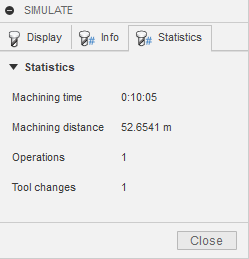
While we have carried on with the Pocket Clearing option throughout the case study, Adaptive Clearing is also worth the attention. This strategy allows making deeper roughing stepdown cuts, hence delivering fewer cycle times and the overall machining time. Taking into account the size of our Mesh model, Adaptive Clearing strategy lowers machining time by 23.9% on average and machining distance by 19.7%. These two figures might have rather a significant impact on models with relatively larger dimensions.
|
Note: Be aware that Fusion360 only provides an approximate estimation of Machining time and distance as the software doesn't take into account the acceleration of the machine. |
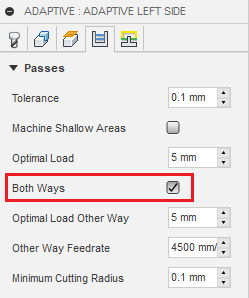
Adaptive Clearing has a reduced tool load in comparison to the Pocket Clearing option, hence making it efficient when it comes to working with hard material. One of the selections for which Adaptive Clearing is known for is called Both Ways, an option that specifies that the operation uses both Climb and Conventional milling to machine open profiles.
|
Tip: S button allows to summon the “Shortcuts” window where you can search for any existing command/function in the software.
For example, if you’re willing to adjust the measuring units: Shortcuts button -> type units -> change the unit type. |

Option 1: Reference Stock Sides
|
Simplicity Level: Beginner Used for: basic setup |
The easiest way to create a roughing strategy for our Mesh file without making any errors is to reference stock sides for every individual cutting option. Think of our stock as a rectangular prism, that can be divided into four sides.
Side 1 (right):

Side 2 (left):

Side 3 (front):

Side 4 (top):


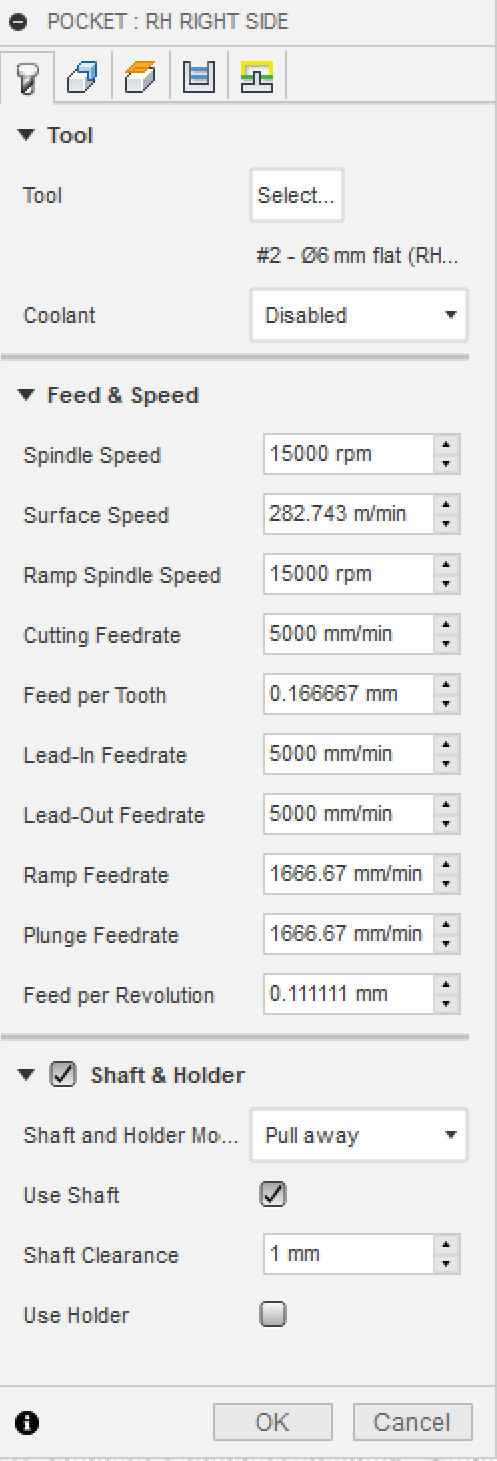
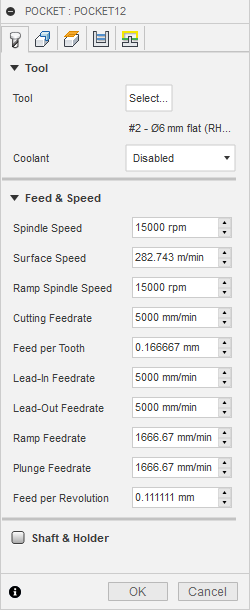
Let's begin with the right-hand side. Go to Manufacture and start working on your first roughing strategy, 3D Pocket Clearing, where you will see five main tabs to work with. Tool Tab is where you pick the tool from the Tool Library. Feed and Speed rate comes along with the tool defined earlier, although you can customise it manually.

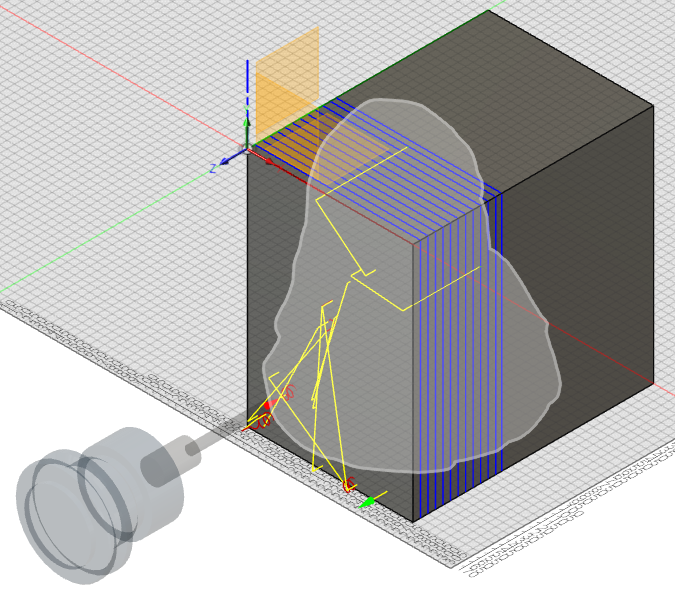
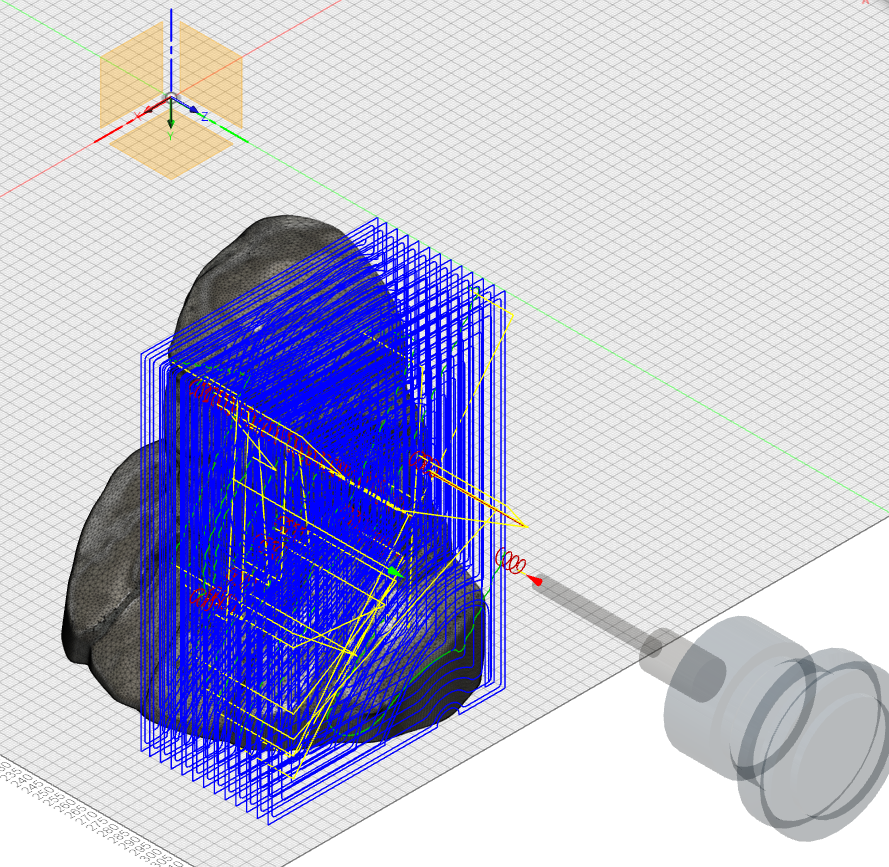
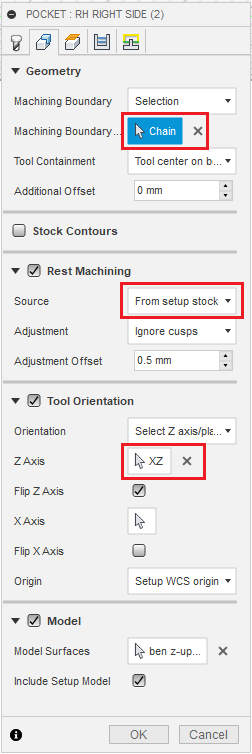
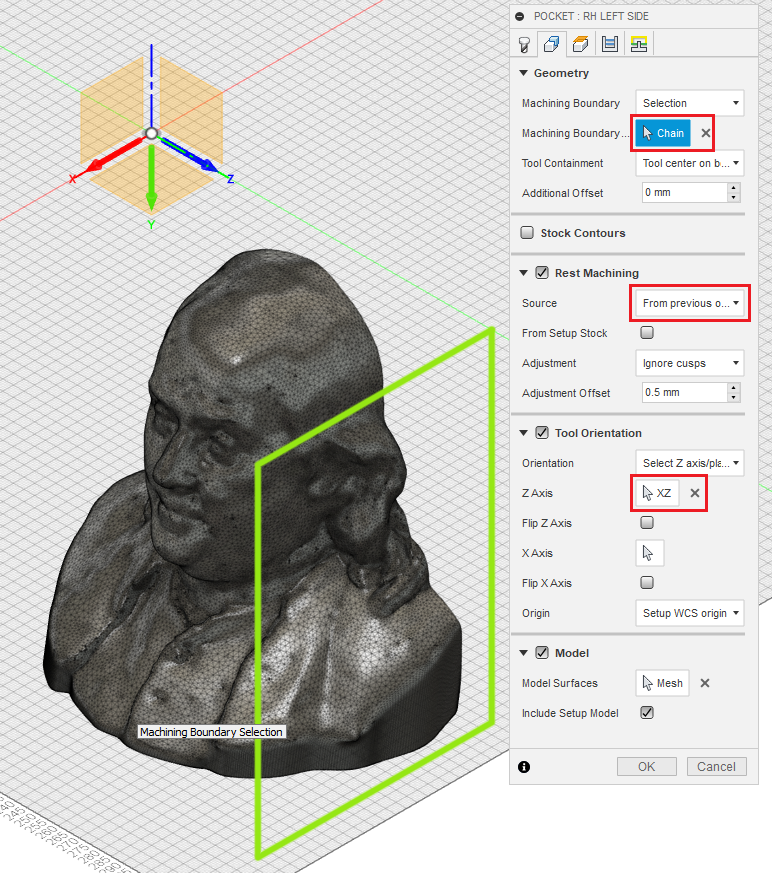
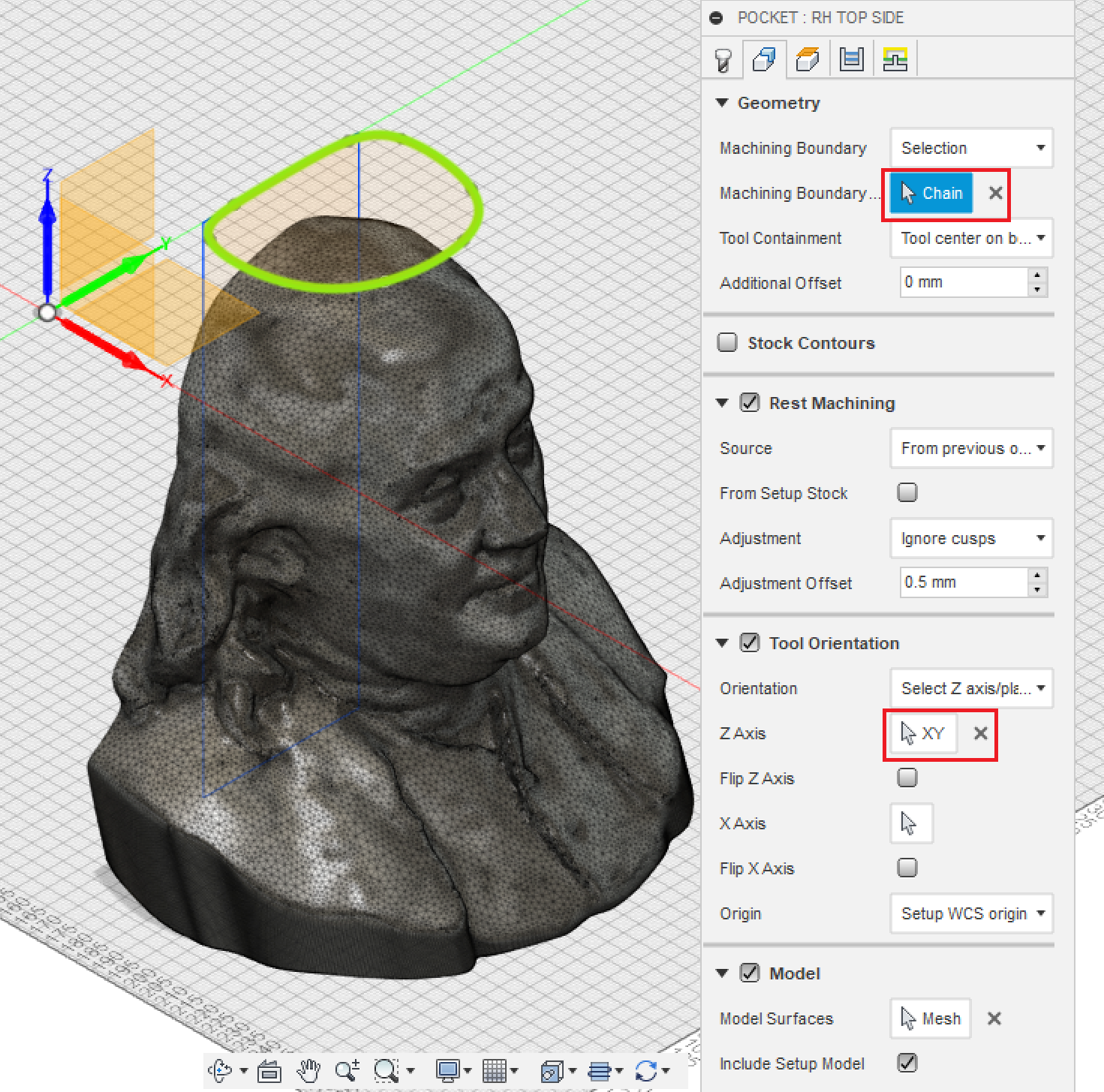
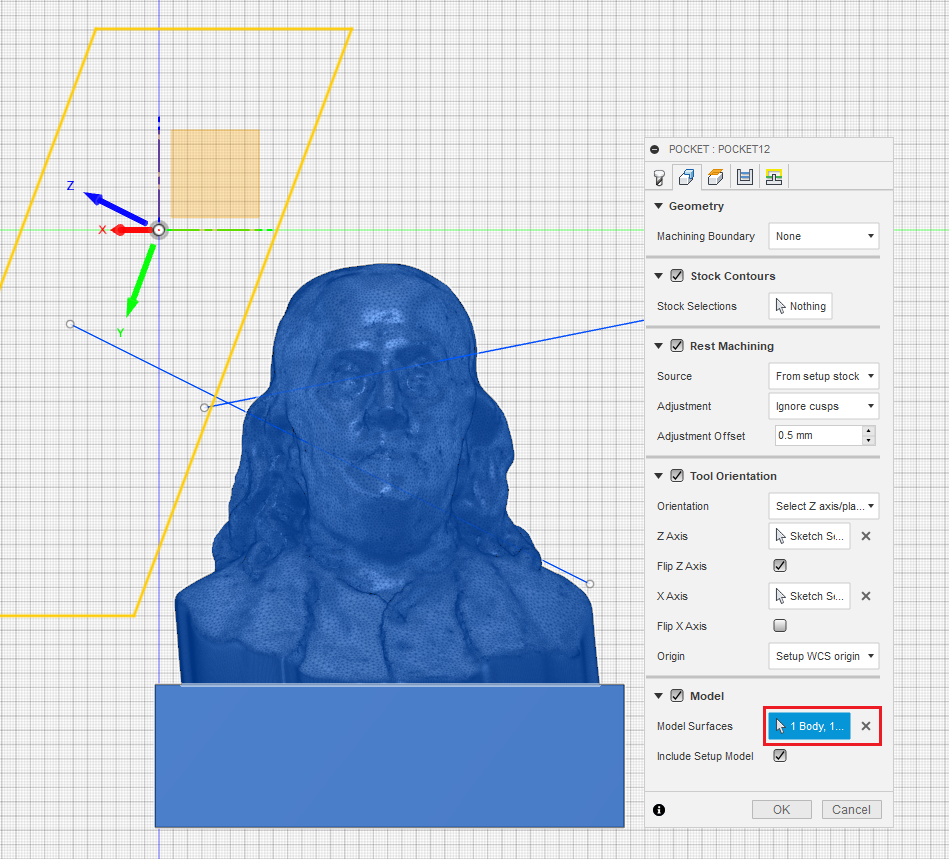
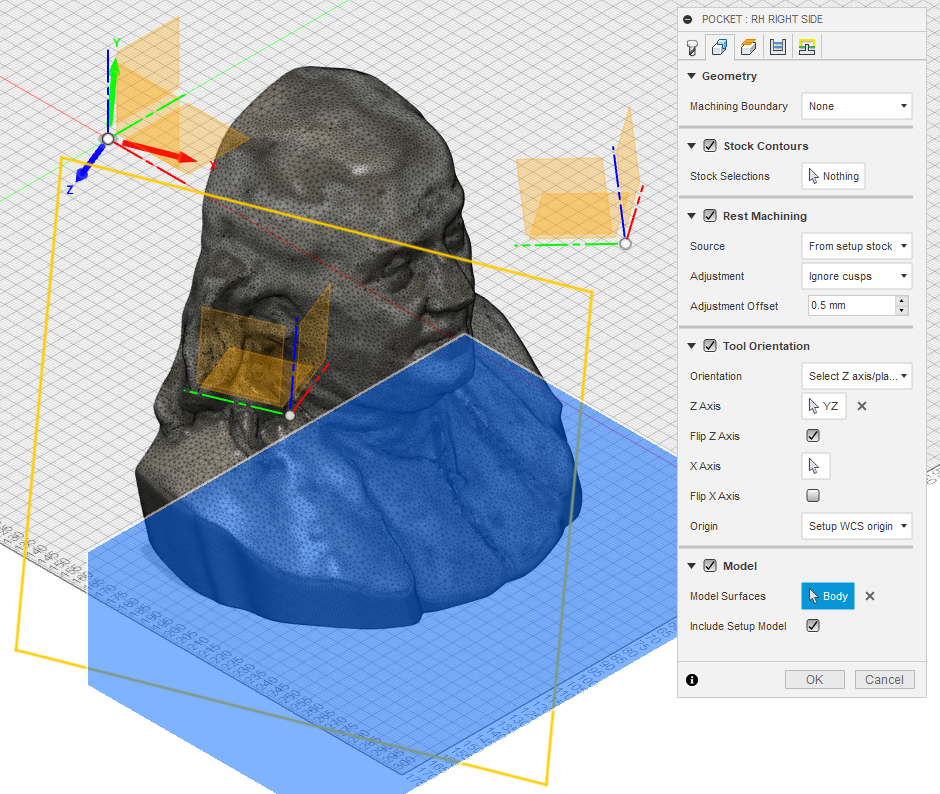
Geometry Tab captures what will be removed out of the preselected stock. Machining Boundary specifies how the tool path is defined. We have selected the Chain of our stock (i.e. highlighted in green) in order to avoid any possible collision of the tool with the stock during the milling process. We have selected "tool center on boundary" to ensure that the entire surface inside that specific boundary is machined.
Rest Machining is also a very useful option as it limits the operation only to remove a material that a previous operation could not remove. In other words, it allows creating a sequential order for the roughing/finishing passes. Alternatively, the first operation can refer to the setup stock.
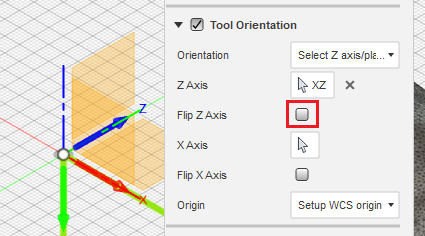
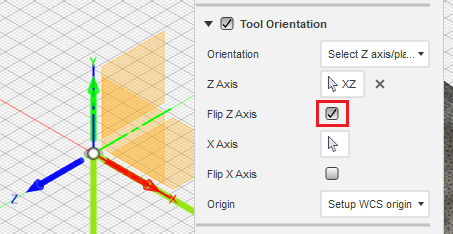
In the Tool Orientation, click on the XZ surface of the origin. It is vital to check on the XYZ diagram as it indicates the position of our tool. (i.e. Z arrow is the position where the tool is coming from)

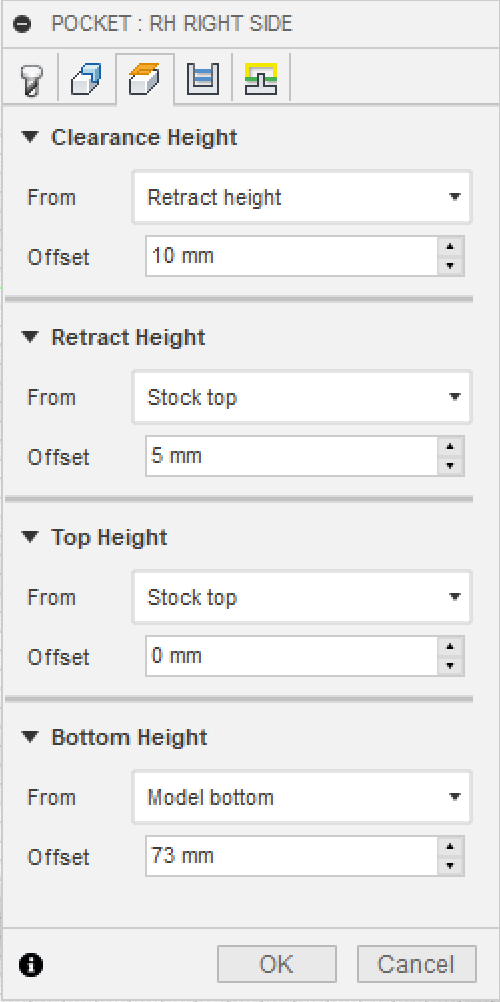
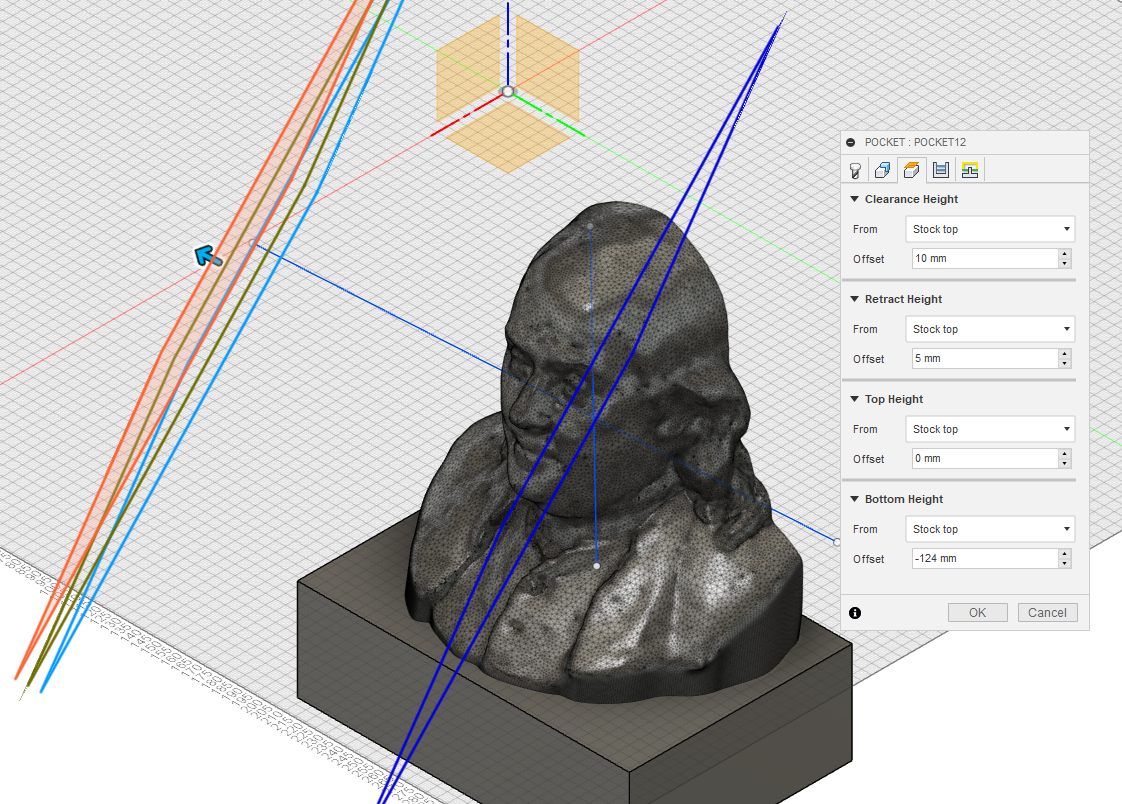
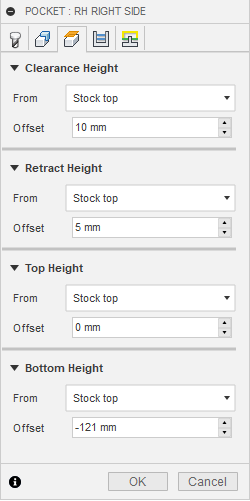
Heights Tab defines movements of the tool such as clearance and retraction, in other words specifying heights at which the operation functions. Note that the software recognises the negative values.

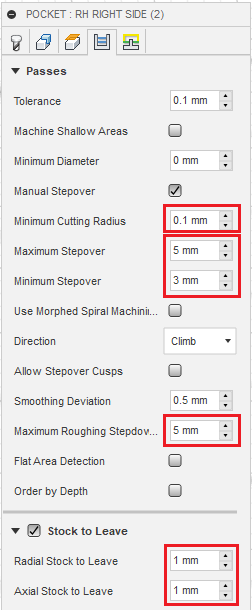
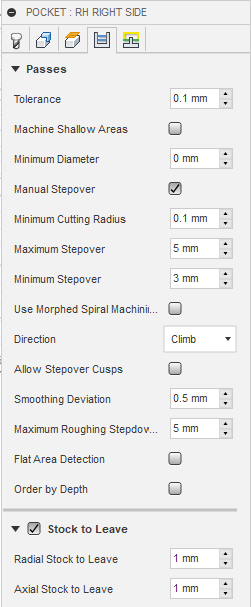
Passes Tab defines how aggressive the depth of our cuts are. Set the required Stepover range and Maximum Roughing Stepdown accordingly. Stock to leave option is also very important. This means leaving a bit of extra material for the finishing strategy afterwards.
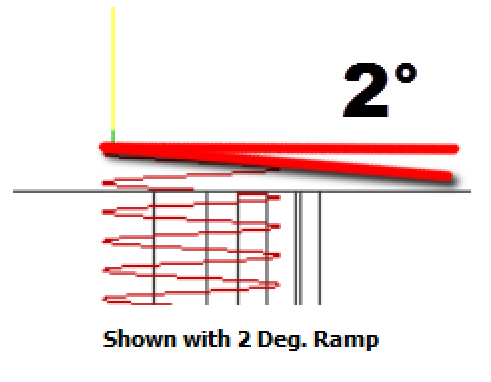
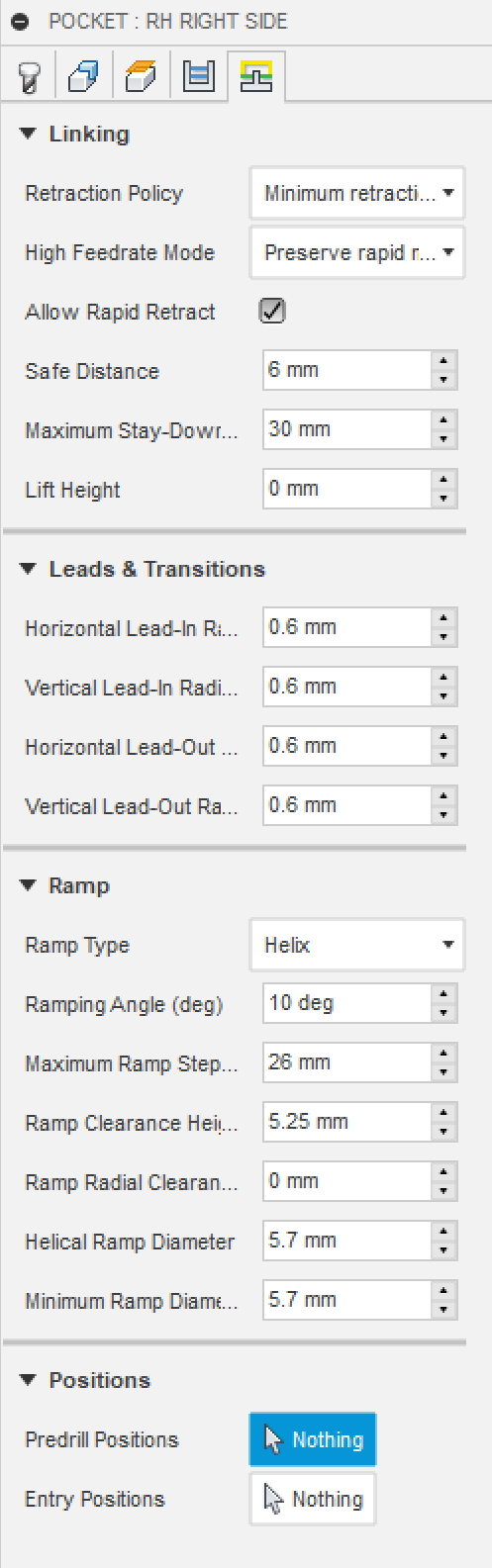
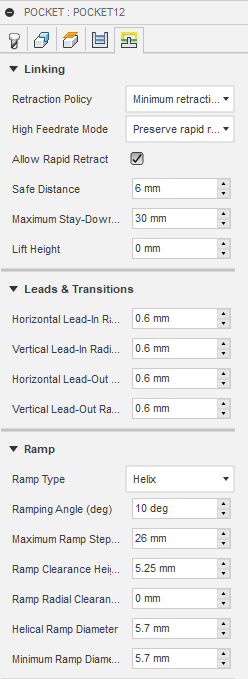
In the Linking Tab, select Minimum retraction in order to save time during the milling stage. Additionally, when using Helix, pay close attention to the Ramping Angle, which monitors the degree of the helix that leads into the activity.

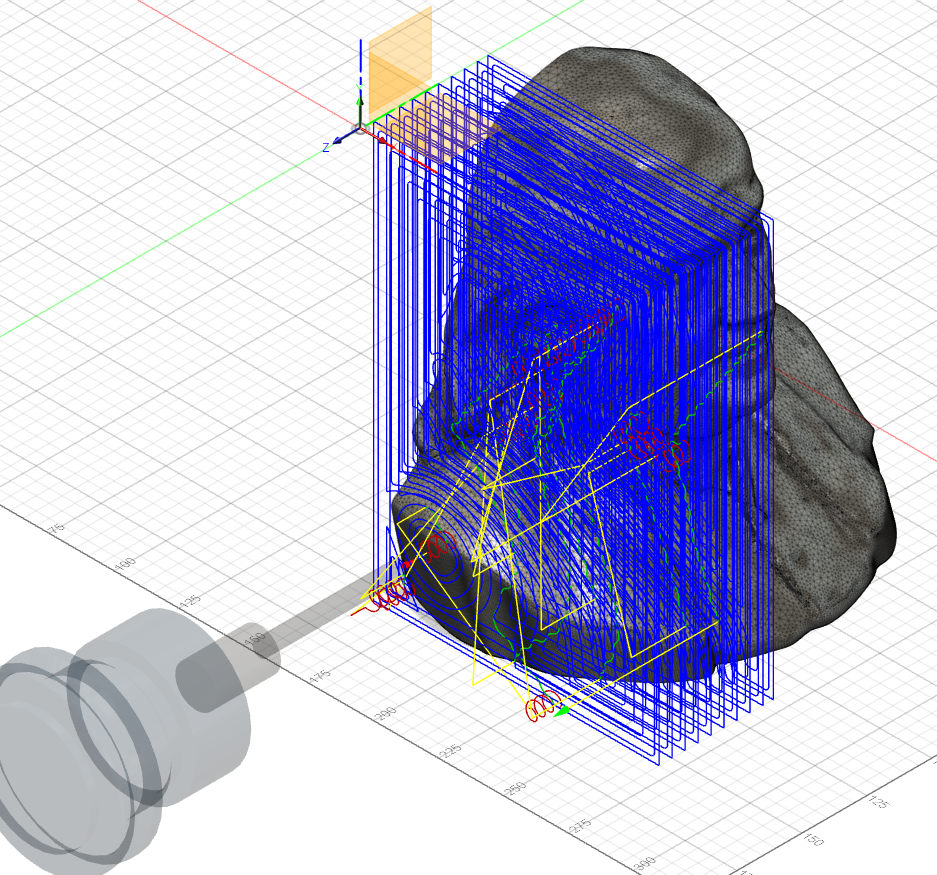
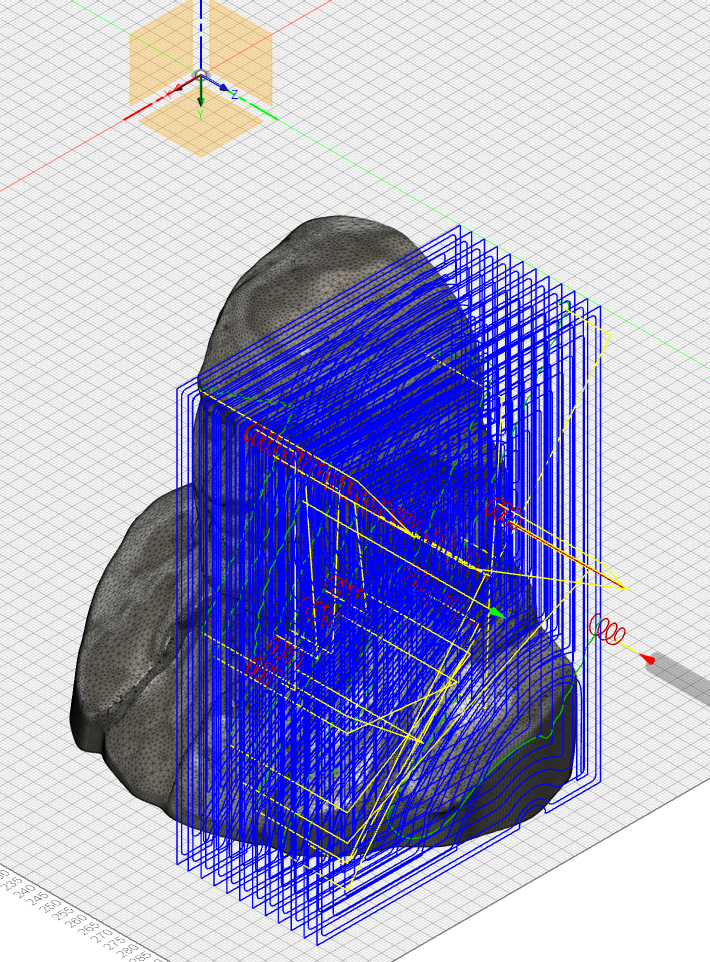
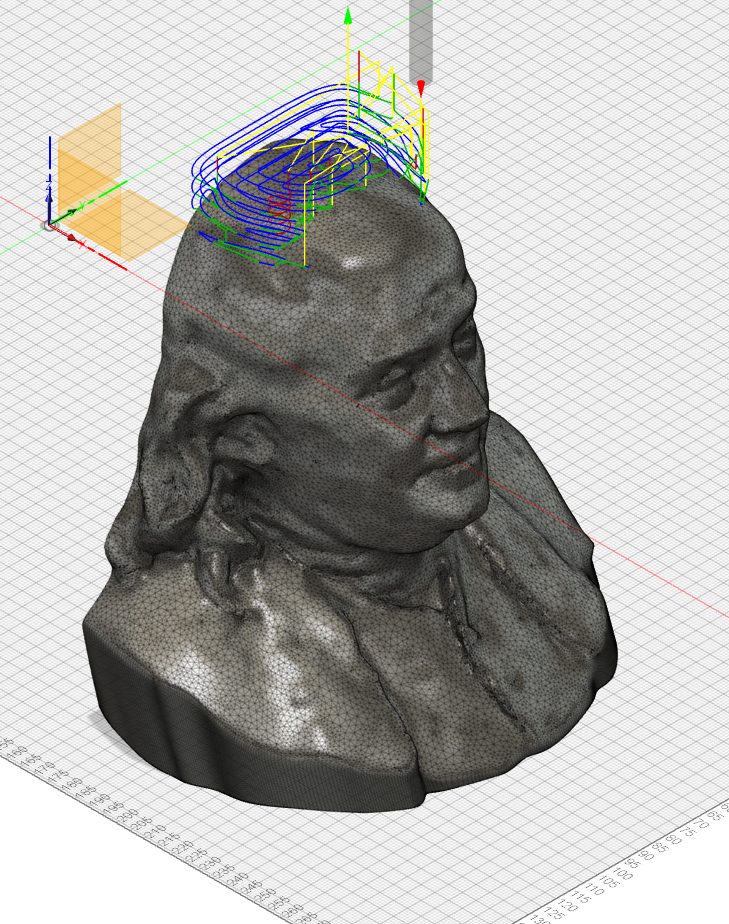
Press OK to start automatic toolpath generation.
Repeat all the steps for the left side of the model and so forth.
|
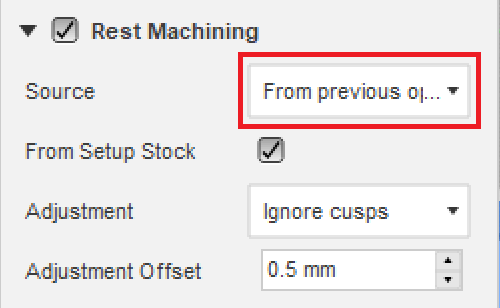
Tip: The quickest way is to duplicate our previous operation (i.e. right-click on the icon). In the Edit window, adjust the Z-axis and boundaries for the opposite side (i.e. can use "Flip Z-Axis" tick box as a shortcut). After setting up the first side of the model, set From previous operation(s) in the Geometry Tab. |

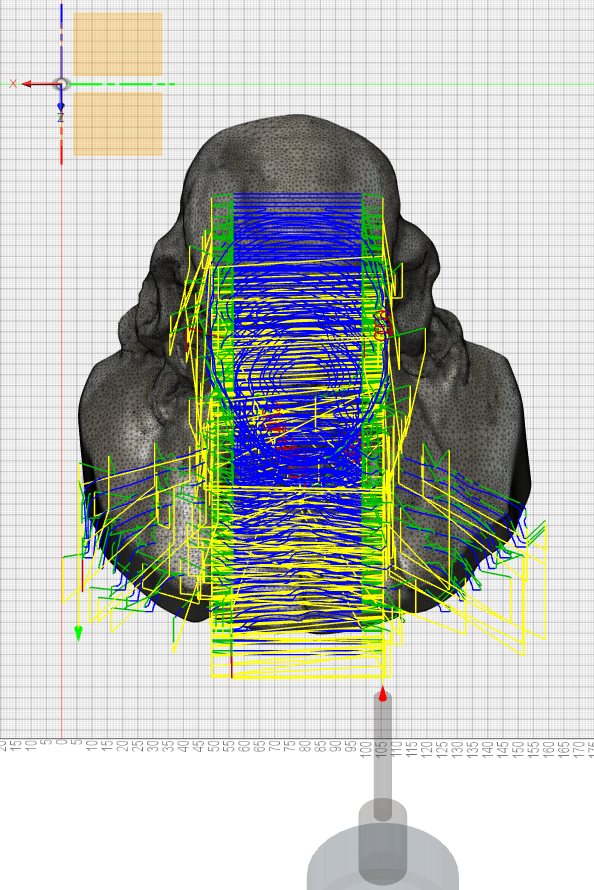
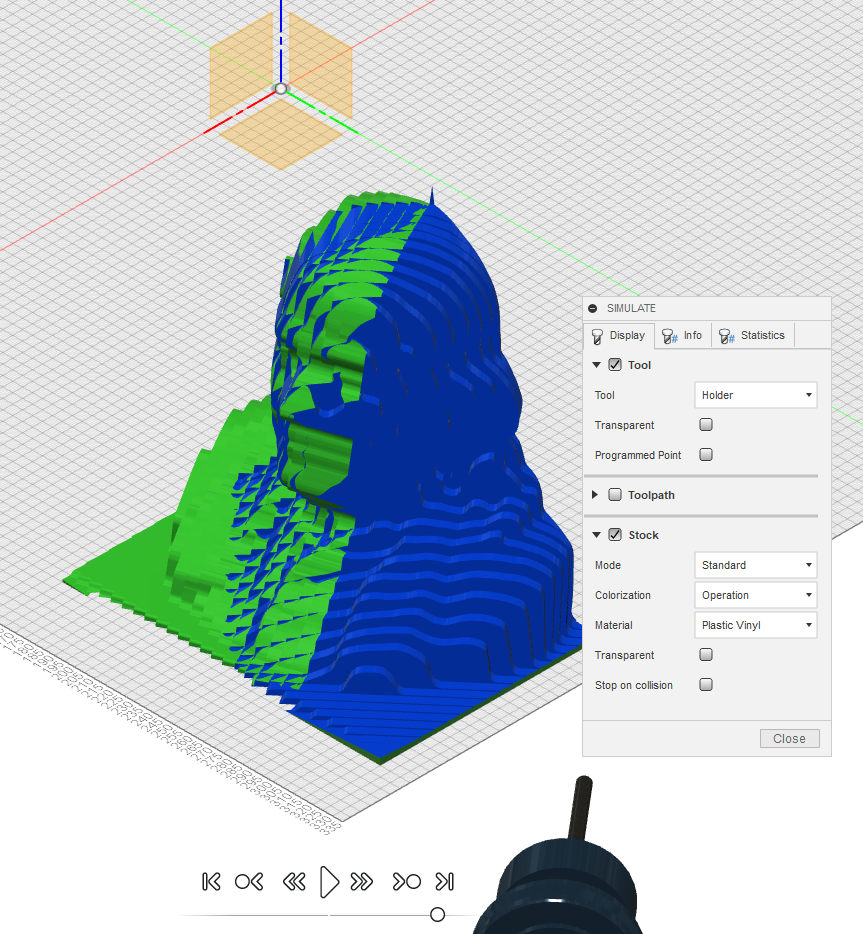
After completing all four stages, we can simulate our cutting strategies to ensure the precision of our work and double-check on any possible collisions between the tool and the stock.
Once you simulate the toolpath, click on Stock to see the stock material, in this instance, the toolpath was switched off.

Right-click on the stock model and save stock as an STL model. This STL model will be used later as a Stock for Finishing Pass.
Option 2: Reference the Sketch
|
Simplicity Level: Intermediate Used for: larger-scale parts that require assistance with superior quality |
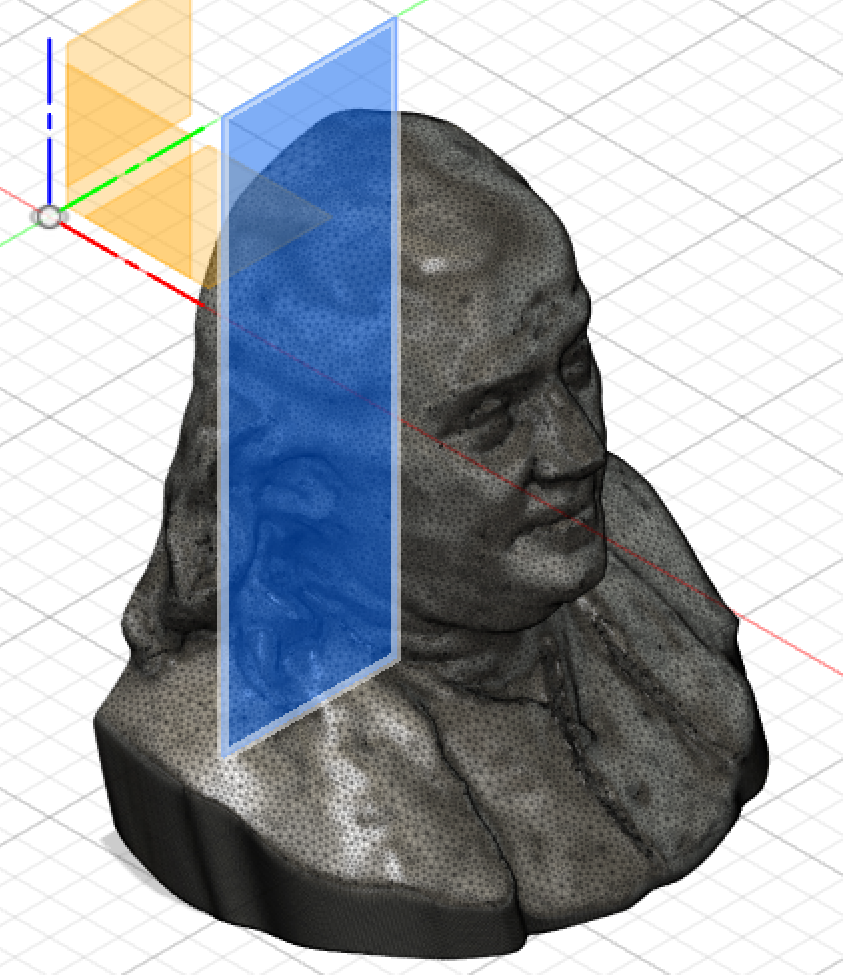
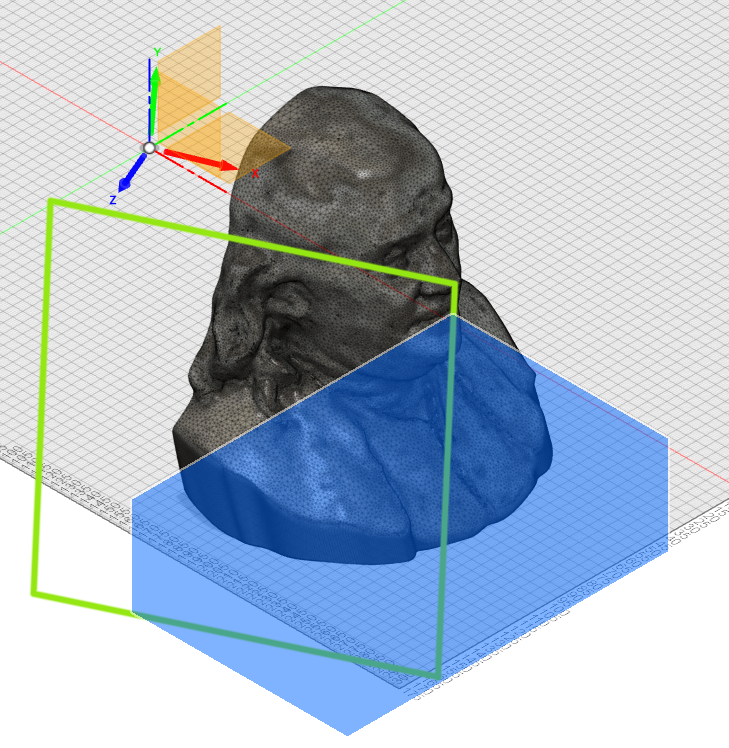
Reference each side of the model to sketches and set the machining boundary for each operation. Let's start working with the right-hand side of the model and going all the way to the left. Before creating a toolpath, go to the Design section and sketch a rectangle which must be placed behind the model. You can make it visible for later use, just click on the "eye sign" next to your sketch.
Additionally, sketch a circle on top of the model. These two objects will be used as machining boundaries for each cutting strategy.


Go to Manufacture and start working on your first roughing strategy.

|
Tip: Flip Z-Axis is very important as it allows changing the direction of our tool. Since Option 1 can be approached from a perpendicular side to our origin, you can tick/untick the box in order to work with the settings for the opposite side of the model (i.e. left-hand side). |



Press OK to start automatic toolpath generation.
Repeat all the steps for the left side of the model and so forth.
The front side requires using our previously sketched rectangle (i.e. highlighted in green) as a new machining boundary for the toolpath. Always double check on the Z-axis position. The rest of the setup must remain the same.


Same steps applied to the top side of the model.
After completing all four stages, we can simulate our cutting strategies to ensure the precision of our work and double-check on any possible collisions between the tool and the stock.

Once you simulate the toolpath, click on Stock to see the stock material, in this instance, the toolpath was switched off.

Although this technique is precise, it requires an additional amount of time due to the creation of multiple operations.
Option 3: Reference the Surface
|
Simplicity Level: Intermediate Used for: approaching complex models from two sides only |
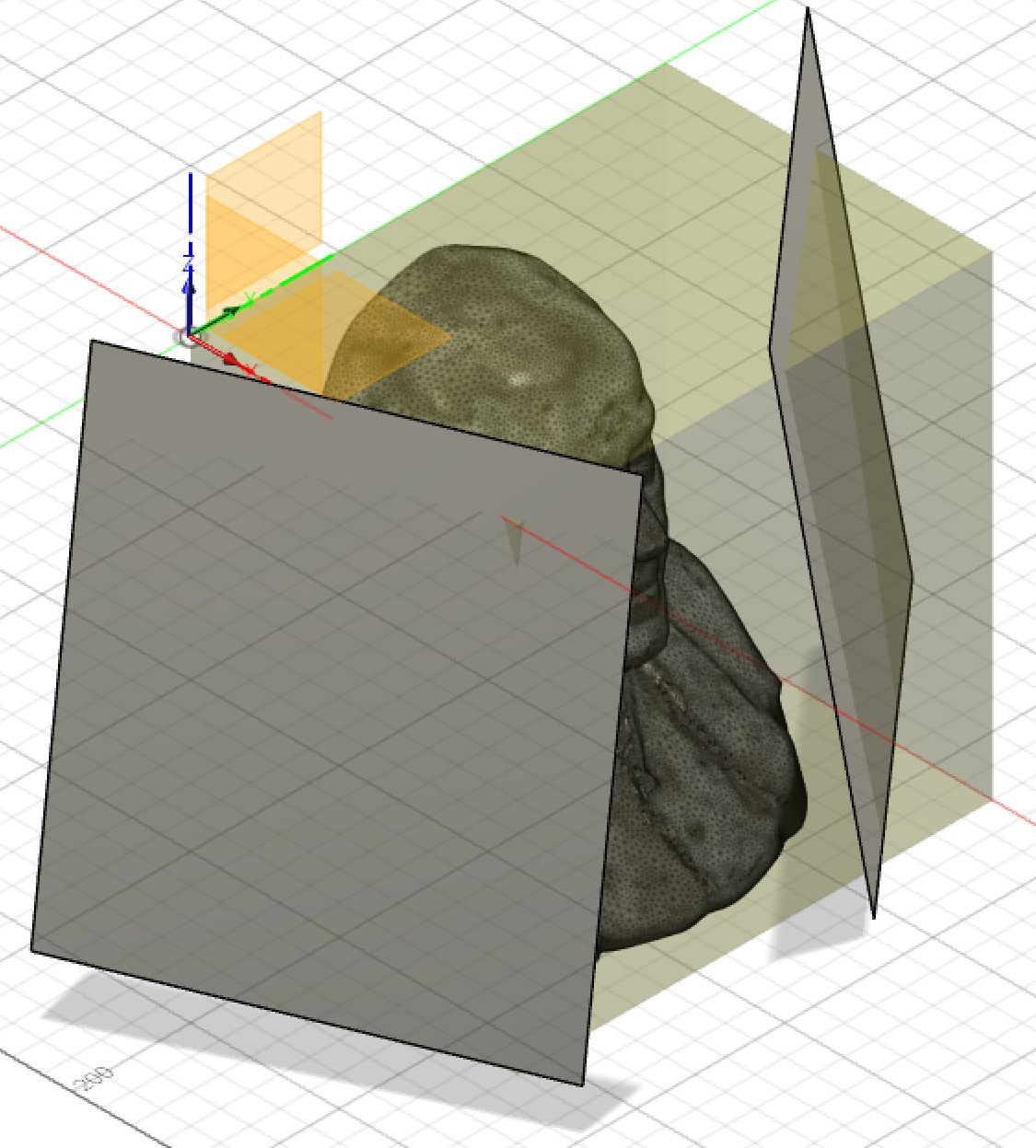
Before sketching anything, we have created a non-existent fixture that will prevent the toolpath from going under our model.

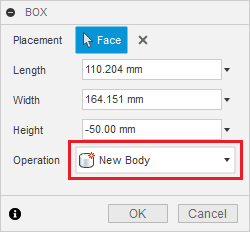
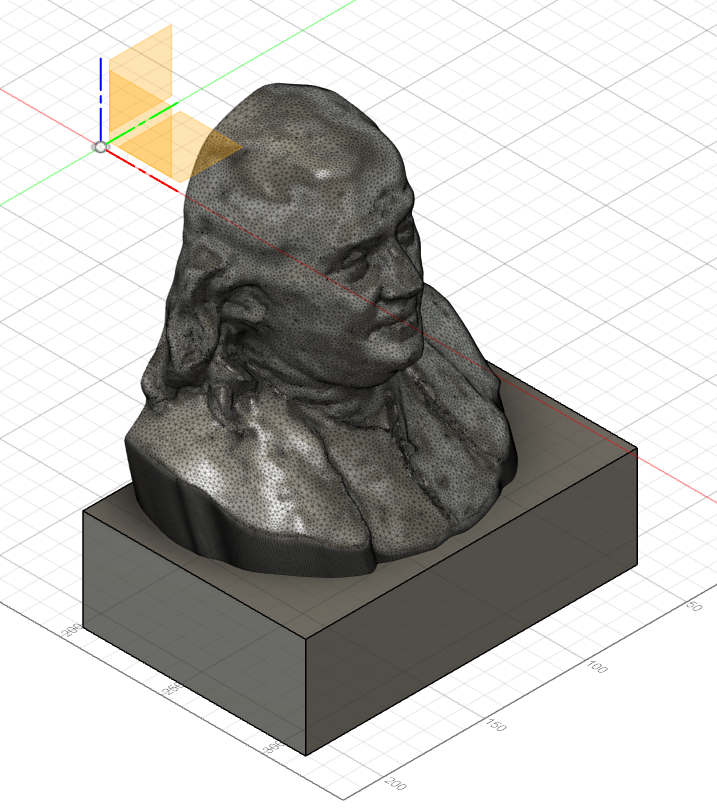
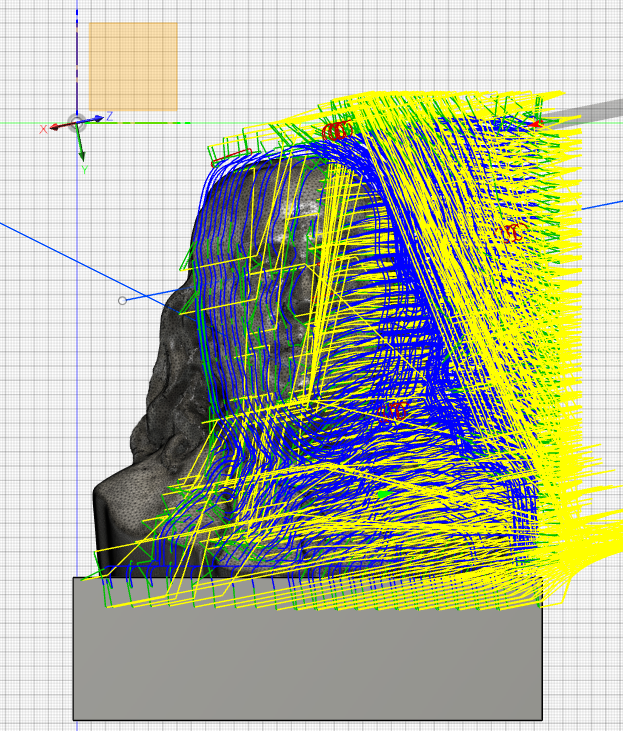
Creating a new Body/Face and referencing it to the tool orientation allows approaching the model from two sides only. We will work with the right side first. In the Design section draft some geometry that will be used as a guide for the tool direction.

Find the optimal angle for the tool by moving geometry accordingly.
Repeat all the steps as stated above.
|
Note: In the Geometry Tab, select the fixture in order to prevent any collisions with the tool. |




Press OK to start automatic toolpath generation.
Side 1:

Side 2:

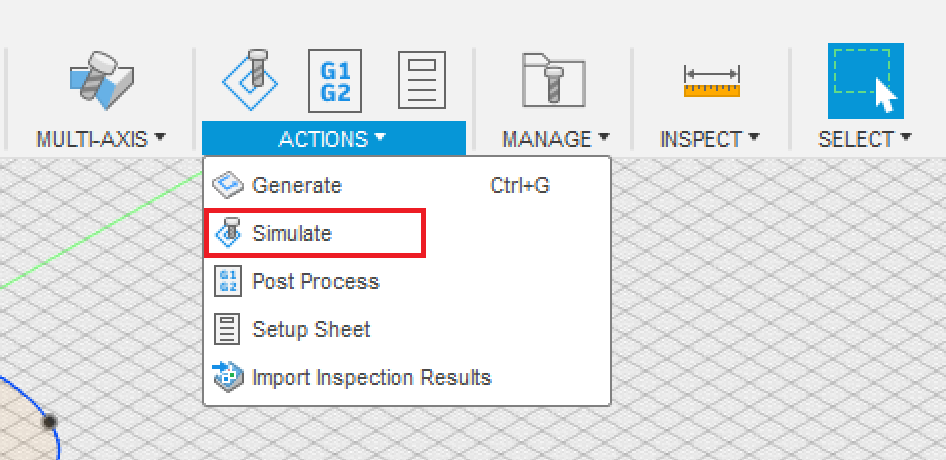
Alternatively, click Actions –> Simulate
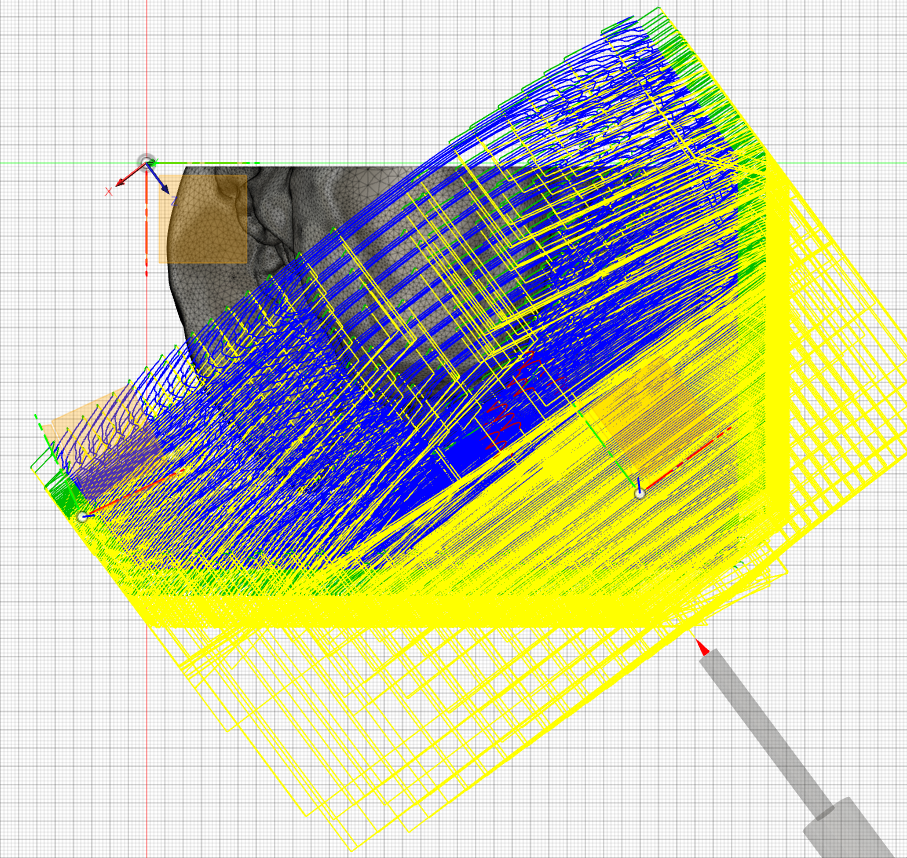
Option 4: Reference the Line for Tool Direction
|
Simplicity Level: Advanced Used for: keeping the file "clean" of any extra sketches. |
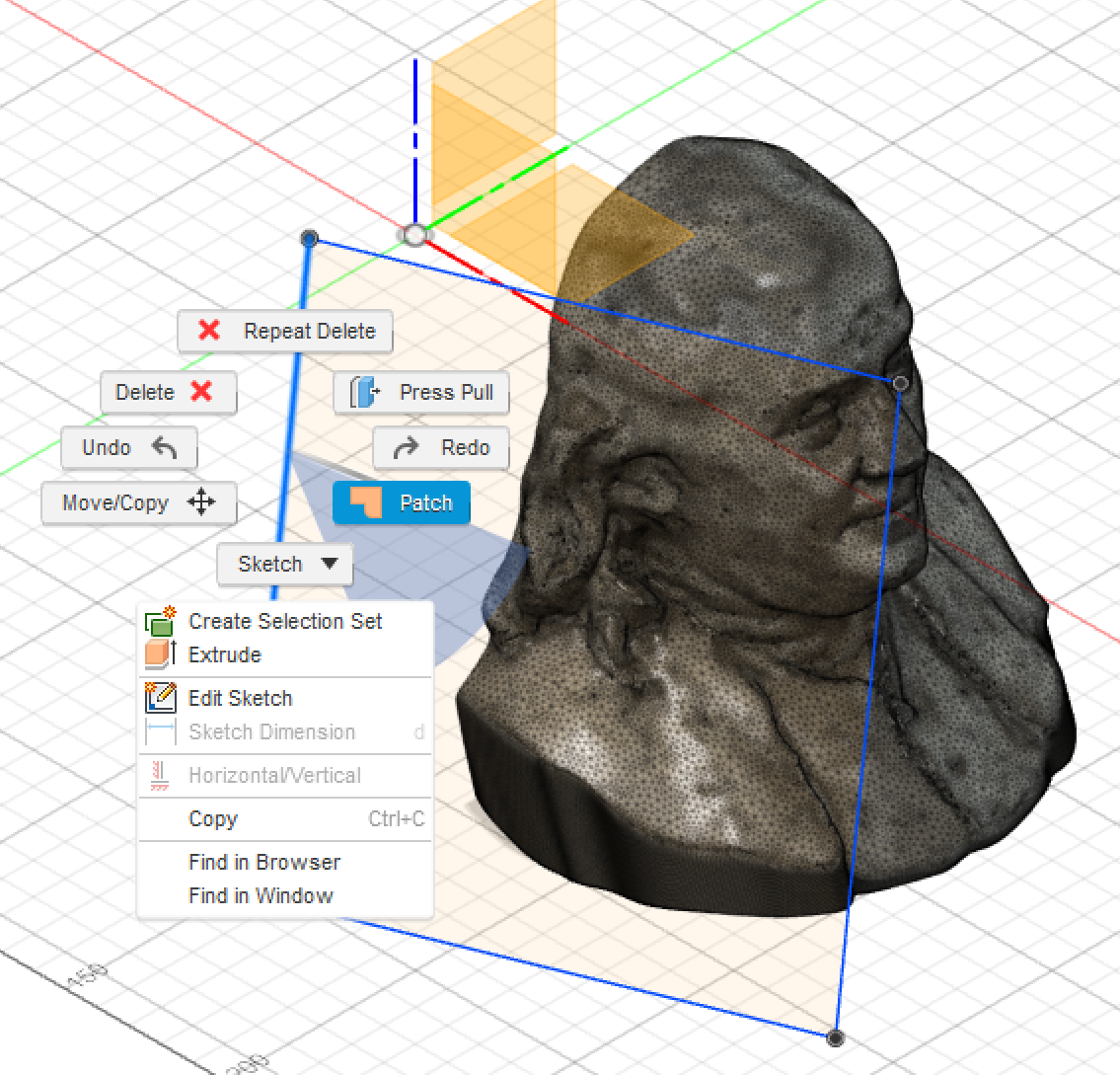
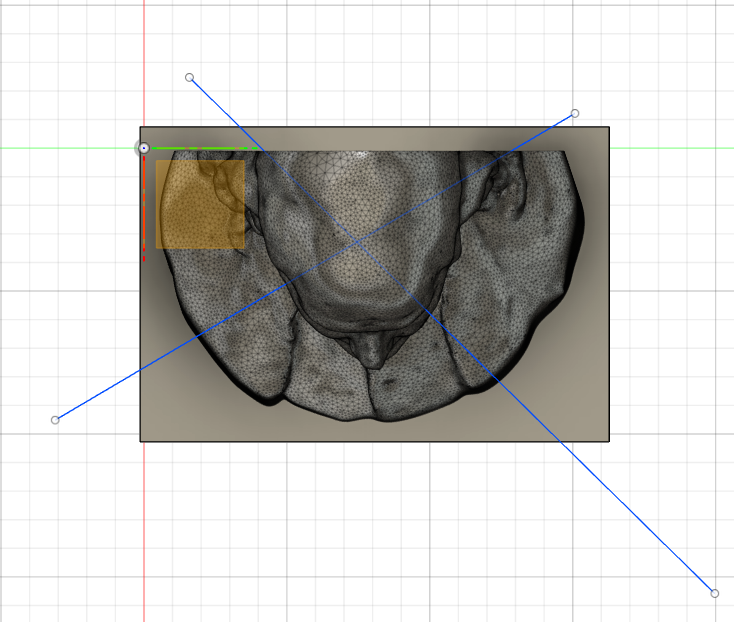
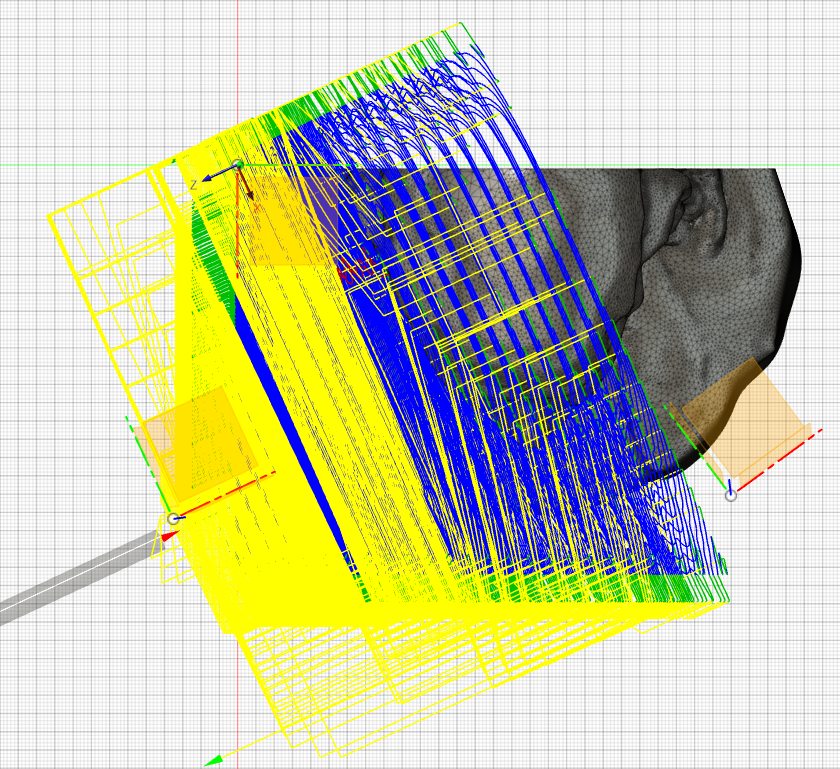
Begin drawing the lines for each side and adjusting them to the best possible angle for the Z-axis. In other words, the line imitates the orientation of our tool (i.e. where the tool is coming from).

Go to the Manufacture section and start working with 3D Pocket Clearing settings for the right-hand side of the Mesh:
In the Geometry Tab, select both the stock and fixture in order to prevent any collisions with the tool.
Press OK to start automatic toolpath generation.
Side 1: Side 2:

Option 5: Reference an Empty Component
|
Simplicity Level: Advanced Used for: alternative option to sketching the line |
In the Design section, press S for shortcuts -> type New Component -> press OK

Move your component origin in the direction that is appropriate for the tool direction (i.e. the side of the model where the tool will enter the rouging pass). Create one component for each side.

In the Manufacture, start working with 3D Pocket Clearing settings and repeat all the steps as for the previous options.

Press OK to start automatic toolpath generation.
Side 1:
Side 2:
To obtain G-code go to Actions –> Post Process

|
Note: You can either select one individual side and generate G-code for it or select all roughing stages and obtain one G-code for the entire process. |
For more information on how to load post-processor for both Roughing/Finishing Passes please go to Fusion360 Step 4: Post-Processor Installation